
熱門產(chǎn)品
MORE





標(biāo)準(zhǔn)橢圓封頭瓣片的板式壓制胎具設(shè)計
標(biāo)準(zhǔn)橢圓封頭瓣片的板式壓制胎具設(shè)計 標(biāo)準(zhǔn)橢圓封頭瓣片的板式壓制胎具設(shè)計容器制造行業(yè)對標(biāo)準(zhǔn)橢圓封頭(下文簡卞封頭)通常采用整體沖壓成型。而對于戈大而薄的封頭,限于加工
08-08
2013
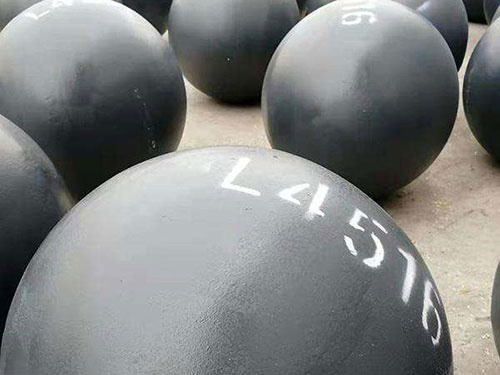
橢圓封頭的優(yōu)點
橢圓封頭 屬壓力容器中鍋爐部件的一種采用中頻感應(yīng)加熱方式對管子進行局部加熱的同時進行機械傳動而彎管,功率大可達成120KW,可加熱各種大小規(guī)格的管子,加熱快、功率可無級
08-08
2013
封頭的標(biāo)準(zhǔn)厚度定義
GB150及有關(guān)封頭標(biāo)準(zhǔn)的厚度定義不甚合理,主要體現(xiàn)在容器和封頭成形后的厚度要求上,對凸形封頭和熱卷筒的成形厚度要求不得小于名義厚度減鋼板負偏差(n-C1),由此可能導(dǎo)致設(shè)計
08-07
2013
碳鋼彎頭的工藝
碳鋼彎頭 的根本工藝過程是:先焊接一個橫截面為多邊形的多棱環(huán)殼或兩端封鎖的多棱扇形殼,內(nèi)部沖滿壓力介質(zhì)后,施以內(nèi)壓,在內(nèi)壓作用下橫截面由多邊形逐步變成圓,終成為
08-07
2013
橢圓封頭的矯形工藝設(shè)計
標(biāo)準(zhǔn)橢圓封頭允許冷矯形或局部熱矯形。冷矯形時可用分瓣壓模進行,捶擊矯形時,應(yīng)墊以平板或墊鐵,不準(zhǔn)直接擊打工件。熱矯形時始矯形溫度為900~1050℃,終矯溫度不低于700℃。標(biāo)
08-06
2013
